CNC 가공 과정 샤프트 부품
샤프트 부속 가장 많은 주문을받은 제품 중 하나입니다. 의 구조에 따라 샤프트 , 광학 축, 스텝 축 및 특수 축의 세 가지 유형으로 나눌 수 있습니다. 그들의 역할은 기어, 벨트 휠 및 기타 변속기를 지원하는 것입니다. 부속 토크 또는 운동을 전달합니다.
단계별 가공 기술 샤프트 더 전형적인, 반영 대부분의 내용과 기본 규칙 샤프트 부품 가공. 다음은 전송을 사용합니다 샤프트 예를 들어 감속 기어 박스에서 일반적인 단계의 처리 기술 샤프트 .
1. 부품 도면 분석
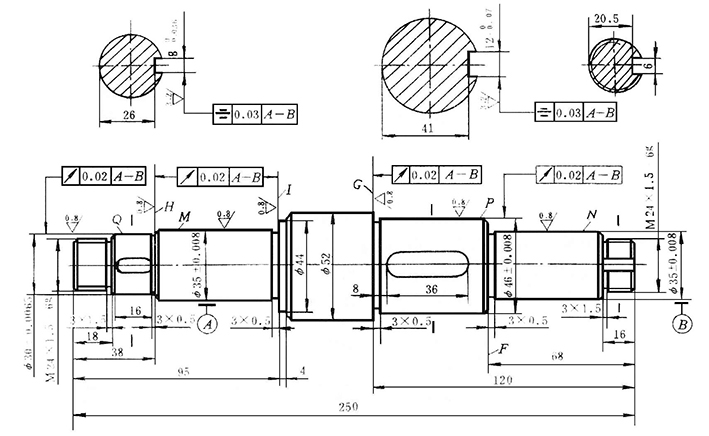
그림 a-1에 표시된 부분은 드라이브입니다 샤프트 감속기에. 그것은에 속한다 단계 샤프트 유형 부품 원통형 표면으로 구성 샤프트 어깨, 실, 나사 꼬리 수축 홈, 연삭 휠 오버 트래블 홈 및 키 홈. 그만큼 샤프트 어깨는 일반적으로 부품의 축 위치를 설치하는 데 사용됩니다. 샤프트 . 각 링 그루브의 역할은 조립할 때 부품을 올바른 위치에 놓고 쉽게 만들 수 있도록 외부 원이나 스레드를 연삭 할 때 공구를 후퇴시킵니다. 키를 설치하다 전달 토크; 나사는 다양한 잠금 너트 및 조정을 설치하는 데 사용됩니다 견과류.
에 따르면 작업 성능 및 조건, 전송 샤프트 패턴 (그림 a-1)은 주요 저널 m, n을 지정합니다. 바깥 쪽 원 p, q 및 어깨 g, h, 나는 더 높은 치수, 위치를 가짐 정확성과 작은 표면 거칠기 값 및 열처리 요구 사항. 이러한 기술 요구 사항은 처리 중에 보장되어야합니다. 따라서 이 전송의 핵심 프로세스 샤프트 입니다 가공 저널 수 m, n 및 외부 원 p, q.
2. 공백 결정
의 재료 전달 샤프트 45 스틸입니다. 일반 변속기에 속하기 때문에 샤프트 , 45 개의 스틸을 요구 사항에 맞게 선택할 수 있습니다.
이 예에서는 전송 샤프트 에 속한다 중소 전송 샤프트 에스, 각 바깥 원의 지름은 크게 다르지 않으므로 60mm 열간 압연 원형 강이 블랭크로 선택됩니다.
삼. 결정 가공 주요 표면의 방법
드라이브 샤프트 s는 주로 회전 표면이며 주로 선삭 및 원통형 연삭으로 형성됩니다. 높은 때문에 드라이브 주 표면의 공차 등급 (it6) 샤프트 m, n, p 및 q 및 낮은 표면 거칠기 ra (ra = 0.8 음) 선삭 후 연삭이 필요합니다. 그만큼 가공 외부 표면의 계획 (표 a-3 참조)은 다음과 같습니다.
거친 선삭 → 반제품 선삭 → 연삭.
4. 포지셔닝 참고
합리적으로 위치 참조를 선택하면 크기에 결정적인 영향을 미칩니다. 부품의 위치 정확도. 몇 가지 주요 결합 표면 (q, p, n, 변속기의 m) 및 어깨 표면 (h, g) 샤프트 방사형 원 런아웃 및 끝면 원 런아웃 기준 축 ab에 대한 요구 사항, 솔리드 샤프트 따라서 양쪽 끝에있는 중앙 구멍을 선택해야합니다. 벤치 마크로 이중 중심 클램핑 방법을 채택해야합니다. 부품의 기술적 요구 사항을 확인하십시오.
대략적인 참조 열간 압연 원형 강철의 거친 외부 원입니다. 중심 구멍은 바깥 쪽 원을 클램핑하기 위해 3 턱 자동 센터링 척으로 처리 열간 압연 원형 강철, 자동차의 끝면 및 중앙 구멍의 뚫었다. 그러나 일반적으로 드릴 할 수는 없습니다. 블랭크 외부 클램프로 양쪽 끝에있는 중앙 구멍. 대신 외부를 사용하십시오 대략적인 기준으로 블랭크의 원. 첫 번째 기계 한쪽 끝면, 드릴 중앙 구멍을 잡고 한쪽 끝을 바깥 쪽 원을 돌립니다. 세 발톱을 사용 클램핑을위한 자체 센터링 척 (때때로 중앙 프레임을 외부에 놓음) 이전 단계에서 자동차의 원을 표시하고 다른 쪽의 중앙 구멍을 뚫습니다. 차의 끝. 이러한 방식으로, 중심 구멍은 동축으로 처리 될 수있다.
5. 분할 단계
높은 부품 정확도 요구 사항을 충족하기 위해 황삭 및 정삭을 분리해야합니다. 부품의 품질.
처리 운전 샤프트 ~로 나뉜다 3 단계 : 거친 선삭 (거친 선삭의 외부 원, 중심 드릴링) 구멍 등), 반제품 선삭 (외부 원, 계단 및 수리 센터) 반제품 선삭 등의 구멍 및 작은 표면), 황삭, 미세 연삭 (거칠고 미세한 연삭). 각 단계의 구분은 열 처리에 의해 대략적으로 구속됩니다.
6. 열처리 공정 배치
열처리 의 샤프트 에 따라 결정된다 재료 및 사용 요구 사항. 드라이브 샤프트 정규화, 담금질 및 템퍼링이 더 자주 사용됩니다. 이 샤프트 담금질 필요 템퍼링 및 거친 선삭의 각 바깥 원 다음에 배치됩니다. 반제품 선삭의 각 외부 원 앞에.
위의 분석, 전송 과정 경로 샤프트 다음과 같다:
블랭킹 → 다이아몬드 자동차 양쪽 끝의 구멍 → 뚫린 외부 원 → 품질 담금질 → 수리 센터 구멍 → 반제품 외부 원, 홈, 모따기 → 나사산 나사산 → 슬롯 키 가공 라인 → 밀링 키 슬롯 → 수리 연삭 센터 구멍 → 연삭 → 검사.
7. 가공 크기 및 절단 량
연삭 드라이브의 수당 샤프트 될 수있다 0.5mm로 취하고 반제품 선삭 공차는 다음과 같이 선택할 수 있습니다. 1.5mm. 처리 크기는 이것에 의해 결정될 수 있습니다, 작동 내용을보십시오 의 샤프트 가공 기술 카드.
선택 선 삭량은 가공에 따라 작업자가 결정할 수 있습니다. 단일 조각 또는 작은 배치 생산의 상황; 일반적으로 "에서 선택할 수 있습니다 가공 공정 매뉴얼 "또는"절삭량 수동 ".
8. 프로세스 개발
중심 구멍 미세한 기준면의 위치를 정하기 전에 가공해야합니다. 가공 수리 과정 템퍼링 후 및 연삭 전에 중심 구멍을 배치해야합니다. 센터 열처리 변형을 제거하기 위해 담금질 후 구멍이 수리되고 중심 구멍의 규모. 센터 홀은 연삭 전에 수리됩니다. 미세한 기준면의 위치 정확도를 향상시키고 테이퍼 표면의 표면 거칠기. 기술을 공식화 할 때 드라이브 과정 샤프트 , 동안 1 차 표면 처리, 2 차 표면 처리를 고려하여 또한 고려해야합니다. 반제품 마감시 ¢ 52mm, ¢ 44mm 및 m24mm 바깥 원, 크기로 설정해야합니다 도면에 명시되고 각 언더컷, 모따기 및 나사산 가공; 그만큼 반제품 가공 후 3 개의 키홈을 밀링해야 가공 할 수 있습니다. 밀링 할 때보다 정확한 포지셔닝 기준을 유지할 수 있습니다. 키홈으로 밀링 할 때 완성 된 외부 표면의 손상을 피할 수 있습니다. 연삭 후 키홈.
공식화 할 때 프로세스, 검사 배열을 고려해야한다 절차, 검사 항목 및 검사 방법.
핵심어 : CNC, 가공, 샤프트
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
메일 주소 : sales@xmzldjx.com
Skype : janeliui_01
전화 : +8618650120832
Whatsapp : 13306016335
















