신뢰할 수있는 전략적 파트너가 되길 바랍니다! 문의하기 또는 더 많은 파트너보기

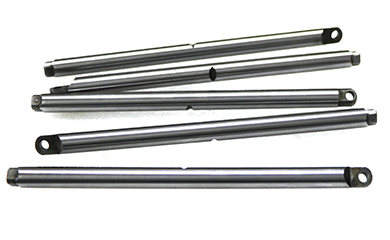
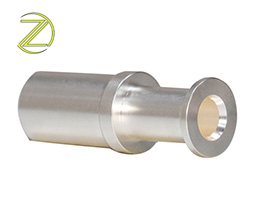
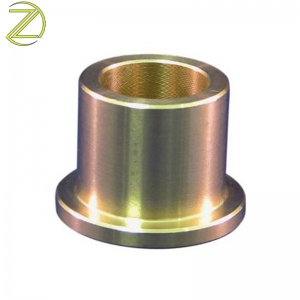
zhong li da 머시닝 자동화 및 제어 제품 및 솔루션은 간단한 기계에서 복잡한 프로세스 시스템에 이르는 응용 프로그램을 위해 프로그래밍 가능한 릴레이에서 모션 컨트롤러 및 인터페이스 모듈에 이르는 광범위한 산업, 인프라 및 빌딩 부문을 포괄합니다.













Mar, 2024
Feb, 2024
Mar, 2024
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
메일 주소 : sales@xmzldjx.com
Skype : janeliui_01
전화 : +8618650120832
Whatsapp : 13306016335