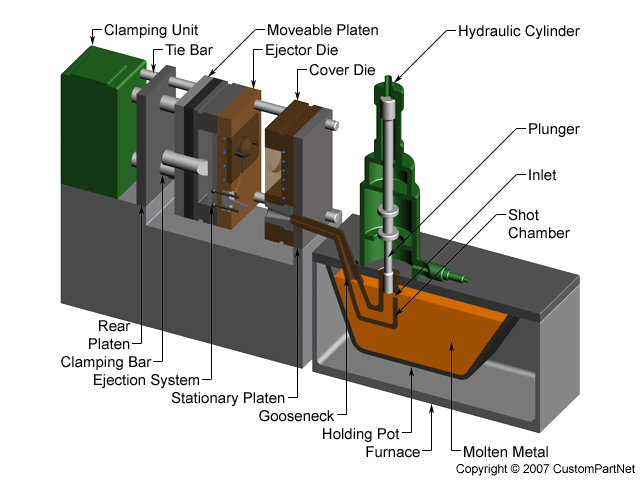
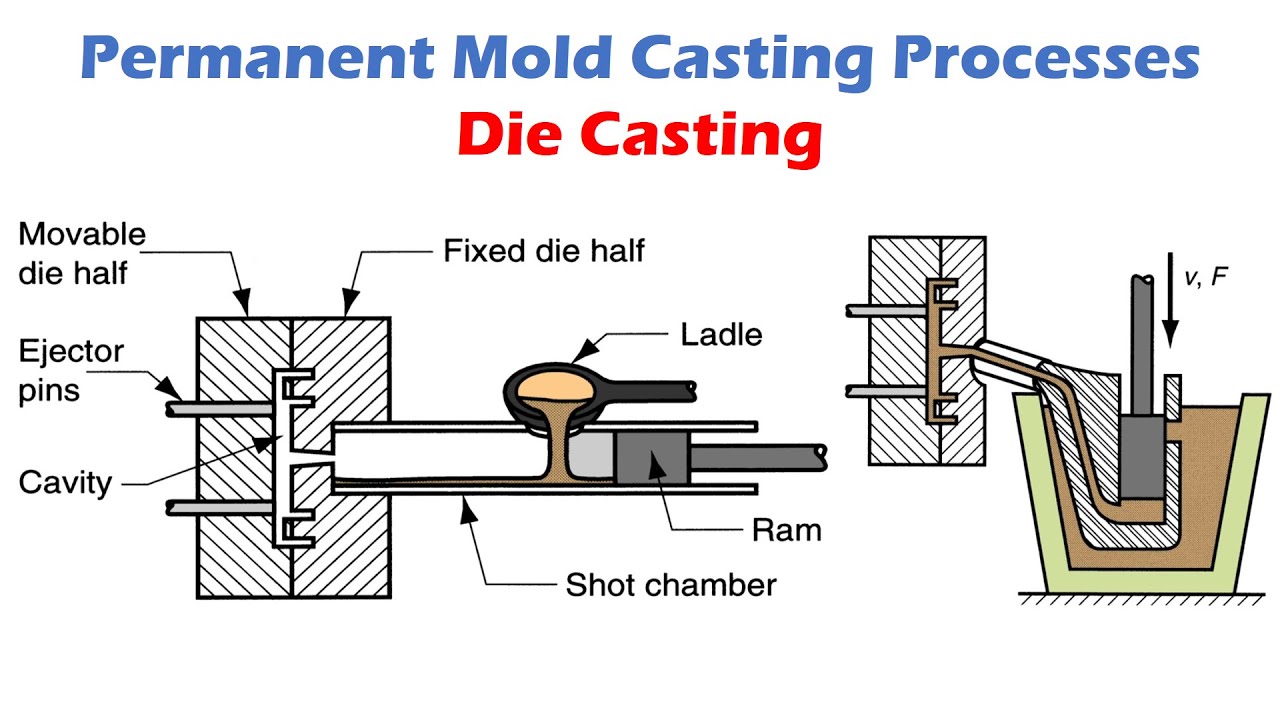
다이캐스팅은 금속 주조 공정입니다. 몰드의 캐비티를 사용하여 용탕에 고압을 가하는 것이 특징입니다. 금형은 일반적으로 고강도 합금. 이 공정은 사출 성형과 다소 유사합니다. 아연, 구리, 알루미늄, 마그네슘, 납, 주석 및 lead-tin 과 같은 대부분의 다이캐스팅은 철이 없습니다. 합금 및 그들의 합금. 다이캐스팅의 종류에 따라 콜드 챔버 다이캐스팅 기 또는 핫 챔버 다이캐스팅 기계가 필요합니다.
The 주조 장비 및 금형 비용이 높기 때문에 일반적으로 다이캐스팅 공정은 대량의 제품을 대량 생산할 때만 사용됩니다. 다이 캐스트 부품을 제조하는 것은 상대적으로 쉽습니다. 일반적으로 4 가지 주요 단계 만 필요하며 개별 비용 증가는 매우 낮습니다. 다이캐스팅은 다수의 중소형 주물을 제조하는 데 특히 적합하므로 다이캐스팅이 가장 널리 사용되는 다양한 캐스팅 프로세스. 와 비교 다른 주조 기술, die-casting 표면이 더 평평하고 차원 일관성이 더 높습니다.
전통적인 die-casting 비 다공성 다이캐스팅 주조 결함을 줄이고 기공을 제거하는 공정. 주로 아연 가공에 사용됩니다. 낭비를 줄이고 직접 주입의 수율을 높일 수 있습니다. 새로운 다이캐스팅 precision-speed 와 같은 프로세스 밀도가 높은 다이캐스팅 기술 및 반고체 다이캐스팅 일반 Dynamics에 의해 발명 됨.
소개 :
다이캐스팅은 고압을 사용하여 용융 된 금속을 금형 with 복잡한 모양. 1964 년에 일본 다이캐스팅 협회는 다이캐스팅을 "용융 합금을 고온에서 정밀 금형에 압착하여 단시간에 고정밀 및 우수한 주조 표면을 양산하는 주조 방법"으로 정의했습니다. The 미국은 다이캐스팅을 다이캐스팅으로, 영국은 다이캐스팅을 압력 다이 캐스팅으로 지칭합니다. The 중국의 일반 산업에 가장 익숙한 일본어 용어를 다이캐스팅이라고합니다. 다이캐스팅으로 만든 주물을 다이캐스팅이라고합니다.
The 인장 강도 재료는 일반 주조 합금보다 거의 두 배나 높습니다. 알루미늄 합금 자동차 휠, 프레임 및 기타 생산 될 것으로 예상되는 부품에 대해보다 긍정적 인 의미가 있습니다. 고강도 내 충격성 재료.
역사 :
1838 년에 사람들은 이동식 인쇄 금형을 만들기 위해 die-casting 장비. The die-casting 관련 최초 특허 1849 년에 발행되었습니다. 인쇄용 서체를 만드는 데 사용되는 작은 수동 기계였습니다. 1885 년 오토 mergenthaler (Otto Mergenthaler) linotype 조판 기계를 발명했습니다. 전체 텍스트 줄을 다이 캐스트 할 수 있습니다. into 단일 유형, which 인쇄 산업에 전례없는 혁신을 가져 왔습니다. 인쇄 산업이 대규모 산업화에 진입 한 후 전통적인 손으로 누르기 글꼴이 die-casting으로 대체되었습니다. 1900 년경, 조판과 조판의 진입 into 시장은 인쇄 산업의 자동화 기술을 더욱 향상 시켰습니다. 다스 다이캐스팅 기계는 신문에서 볼 수 있습니다. 함께 소비재의 지속적인 성장, Otto 's 발명은 점점 더 많은 응용 프로그램을 얻었습니다. 사람들은 다이캐스팅을 사용하여 대량의 부품과 구성 요소를 제조 할 수 있습니다. 1966 년 일반 역학은 정밀 다이캐스팅 프로세스, which 더블 펀치 다이캐스팅.
다이캐스팅 공정 :
The 전통적인 다이캐스팅 프로세스는 주로 4 단계로 구성되거나 고압 다이캐스팅이라고합니다. 이들 4 단계에는 금형 준비, 충전, 사출 및 쉐이크 아웃이 포함됩니다. which 또한 다양한 개선 된 다이캐스팅 공정의 기초가됩니다. 중 준비 과정에서 윤활유를 뿌려야합니다. 금형 캐비티. 윤활제는 금형의 온도를 제어하는 데 도움이 될뿐만 아니라 demold 주조. 다음 당신 금형을 닫고 용융 금속을 주입 할 수 있습니다. 금형 with 높은 압력. The 압력 범위는 약 10 ~ 175 MPa입니다. 시기 용융 금속이 채워지면 압력은 까지 주물이 응고됩니다. 그러면 푸시로드가 모든 주물을 밀어냅니다. 이후 금형에 여러 개의 캐비티가있을 수 있으며 중에 여러 개의 주물이 생성 될 수 있습니다. 각 캐스팅 프로세스. The 모래가 떨어지는 과정에서는 몰드 오프닝, 러너, 게이트 및 플래시를 포함한 잔류 물을 분리해야합니다. 이 프로세스는 일반적으로 주조를 압출하여 수행됩니다. with 특별한 트리밍 die. 떨어지는 모래의 다른 방법으로는 톱질과 샌딩이 있습니다. If 게이트는 깨지기 쉽고, 캐스팅은 직접 맞출 수 있습니다. 인력을 절약 할 수 있습니다. The 용융 후 여분의 금형 개구부를 재사용 할 수 있습니다. The 보통 수율은 약 67 %.
고압 사출은 금형을 매우 빠르게 채우므로 부품이 응고되기 전에 용융 금속이 전체 금형을 채울 수 있습니다. 이 방법, 심지어 얇은 벽 채우기가 어려운 부품은 표면 불연속성을 피할 수 있습니다. 그러나 this 또한 때문에 공기가 빠져 나가기가 어렵다. 금형 채우기 빠르게. 이 파팅 라인에 배기구를 배치하면 문제를 줄일 수 있지만, 매우 정밀한 공정도 주물 중앙에 구멍을 남깁니다. 대부분의 다이캐스팅 할 수없는 일부 구조를 완료하기 위해 2 차 처리로 완료 할 수 있습니다. 드릴링 및 연마와 같은 주조로 완료됩니다.
모래를 털어 낸 후 결함을 확인할 수 있습니다. The 가장 흔한 결함으로는 정체 (불만족 붓기) 추위 흉터. 이들 불충분 한 금형 또는 용융 금속 온도, 금속 혼합 불순물, 통풍구가 너무 적고 윤활유가 너무 많습니다. 기타 결함으로는 기공, 수축 구멍, 열 균열 및 흐름 표시가 있습니다. 흐름 표시는 게이트 결함, 날카로운 모서리 또는 과도한 윤활유로 인해 주물 표면에 남는 흔적입니다.
수성 윤활제는 에멀젼이라고 불리며 건강, 환경 및 안전을 이유로 가장 일반적으로 사용되는 유형의 윤활제입니다. 용제 기반 과 달리 윤활유, if 물속의 미네랄은 적절한 공정에 의해 제거되며, 주조물에 부산물이 남지 않습니다. If 수처리 공정이 부적절합니다. 물 속의 미네랄은 주조시 표면 결함과 불연속성을 유발할 수 있습니다. 4 가지 주요 유형의 물 기반 윤활유 : 물 혼합 기름, 기름 혼합 물, 반합성 및 합성. 윤활유 혼합 물이 최고입니다. 왜냐하면 언제 윤활유를 사용하면 물은 증발을 통해 금형 표면을 냉각시키면서 기름을 침전시킵니다. 데 몰드를 도울 수 있습니다. 일반적으로 this 윤활유의 종류는 물 30 부 혼합 기름 1 개 극단적 인 경우 this 비율은 100 : 1에 도달 할 수 있습니다.
윤활유에 사용할 수있는 오일에는 중유, 동물성 지방, 식물성 지방 및 합성 지방이 포함됩니다. 중유는 상온에서는 점성이 높지만 다이캐스팅 공정에서는 고온에서는 박막이됩니다. 윤활유에 다른 물질을 첨가하면 유제의 점도와 열적 특성을 제어 할 수 있습니다. 이들 물질에는 흑연, 알루미늄 및 마이카가 포함됩니다. 다른 화학 첨가물은 먼지와 산화를 방지 할 수 있습니다. 유화제는 물 기반 에 추가 할 수 있습니다. 윤활유를 사용하여 유성 비누, 알코올 및 에틸렌 옥사이드를 포함한 윤활제를 물에 첨가 할 수 있습니다.
용 오랜 시간, 일반적으로 사용되는 용제 기반 윤활유에는 디젤 및 가솔린이 포함됩니다. 그들 캐스팅에 도움이되지만 작은 폭발이 발생할 때마다 중 다이캐스팅 공정 이 벽에 탄소가 축적됩니다. 물 기반 과 비교 윤활제, 용제 기반 윤활유는 더 균일합니다.
32-3# North Two Road, Xinglin, Jimei, Xiamen, 361022 China
메일 주소 : sales@xmzldjx.com
Skype : janeliui_01
전화 : +8618650120832
Whatsapp : 13306016335
















